
Gdymateriał wlewowyWyprodukowany metodą formowania wtryskowego plastik jest podgrzewany jednokrotnie, co powoduje uszkodzenia fizyczne w wyniku uplastycznienia. Podgrzanie z normalnej temperatury do wysokiej, podczas formowania wtryskowego, materiał wlewowy powraca z wysokiej do normalnej temperatury. Właściwości fizyczne zaczynają się zmieniać. Ogólnie rzecz biorąc, całkowite, 100% zniszczenie właściwości fizycznych po jednej plastyfikacji zajmuje 2-3 godziny. Sprzęt do natychmiastowego kruszenia i recyklingu polega na wyjęciu materiału wlewowego o wysokiej temperaturze i natychmiastowym umieszczeniu go w maszynie w celu zmiażdżenia, transportu i przesiania proszku, a następnie natychmiastowym wykorzystaniu go w ciągu 30 sekund w określonym stosunku.
Charakterystyka materiałów wlewowych z tworzyw sztucznych
W dzisiejszych czasach konkurencja w biznesie jest zacięta. Efektywne zarządzanie i regularne, wysokie zyski to cele, do których dąży każdy właściciel firmy. A „obniżanie kosztów i poprawa jakości” to jedyny sposób na osiągnięcie zrównoważonego rozwoju. Największym obciążeniem kosztowym w branży przetwórstwa tworzyw sztucznych jest długoterminowy zakup tworzyw sztucznych. Zakładając, że wszyscy kupują po tej samej cenie, maksymalizacja korzyści krańcowych może obniżyć koszty i poprawić konkurencyjność. Wszyscy to wiedzą. Pytanie brzmi: jak to zrobić?
Mówiąc prościej:W procesie produkcji tworzyw sztucznych możliwe jest zmniejszenie liczby wadliwych produktów, zwiększenie wydajności, efektywny recykling wadliwych produktów bez wpływu na ich jakość oraz osiągnięcie niskiej emisji dwutlenku węgla, ochrony środowiska i oszczędności energii. Operacje te mogą być wykonywane automatycznie, co pozwala na osiągnięcie ideału.
Produkcja materiałów wlewowych charakteryzuje się czterema cechami:regularność, pewność, terminowość i kwantyfikacja.
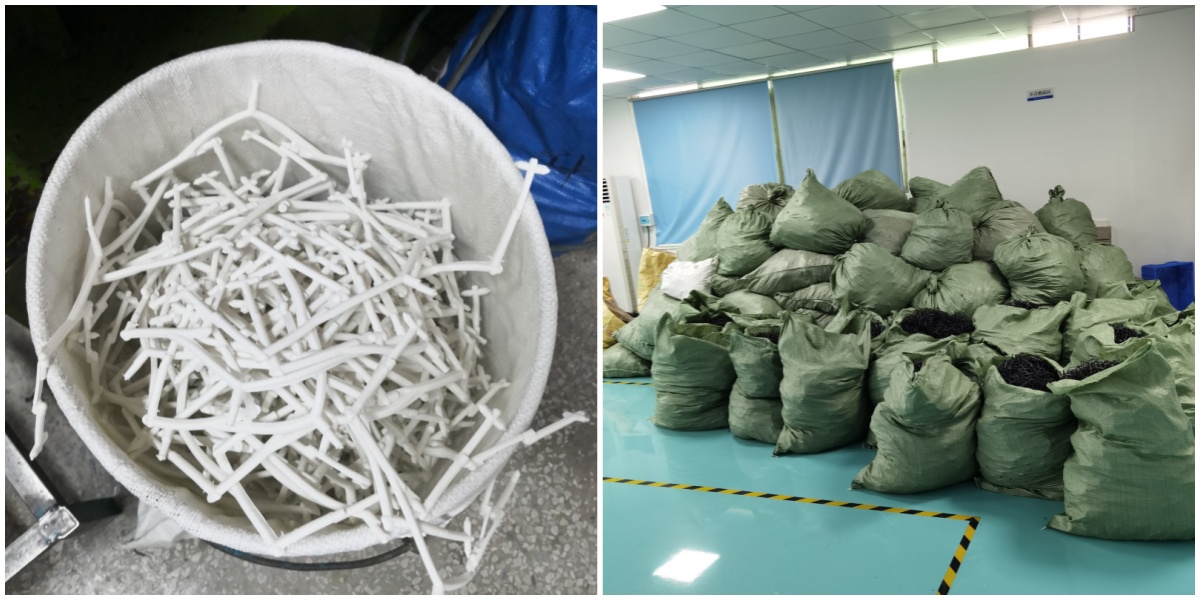
W momencie produkcji powinien być na ogół czysty i suchy; nie zawierać zanieczyszczeń i nie wchłaniać wilgoci, dzięki czemu spełnia warunki do natychmiastowego recyklingu, co jest zgodne z zasadą natychmiastowego recyklingu materiałów wtryskowych z tworzyw termoplastycznych.
1. Charakterystyka natychmiastowego recyklingu materiałów wlewowych z tworzyw sztucznych
1.1. Cztery elementy do natychmiastowego recyklingu materiałów wlewowych
1) Czyszczenie:Zanieczyszczonych elementów nie można natychmiast poddać recyklingowi. Ogólnie rzecz biorąc, po wytworzeniu materiału wlewowego najczystszym rozwiązaniem jest natychmiastowe poddanie go recyklingowi.
2) Suszenie:Po wyjęciu materiału wlewowego jest on natychmiast poddawany odzyskowi w celu wysuszenia i ogrzania.
3) Stały stosunek:
Materiał wlewowy jest w 100% poddany recyklingowi i wrzucany pojedynczo. Oczywiście proporcje każdej formy są takie same.
Jeśli 50% materiału wlewowego zostanie poddane recyklingowi, materiał wlewowy zostanie natychmiast rozdrobniony. Automatyczne urządzenie odzyskujące jest wyposażone w zawór selektorowy do regulacji.
4) Przesiać proszek:Kiedy drobny pył dostanie się do ślimaka wysokotemperaturowego, ulegnie zwęgleniu i zwęgleniu, co wpłynie na jego właściwości fizyczne, kolor i połysk, dlatego musi zostać odsiany.
1.2. Schemat blokowy natychmiastowego kruszenia i recyklingu materiałów wlewowych z tworzyw sztucznych:Niszczenie i recykling
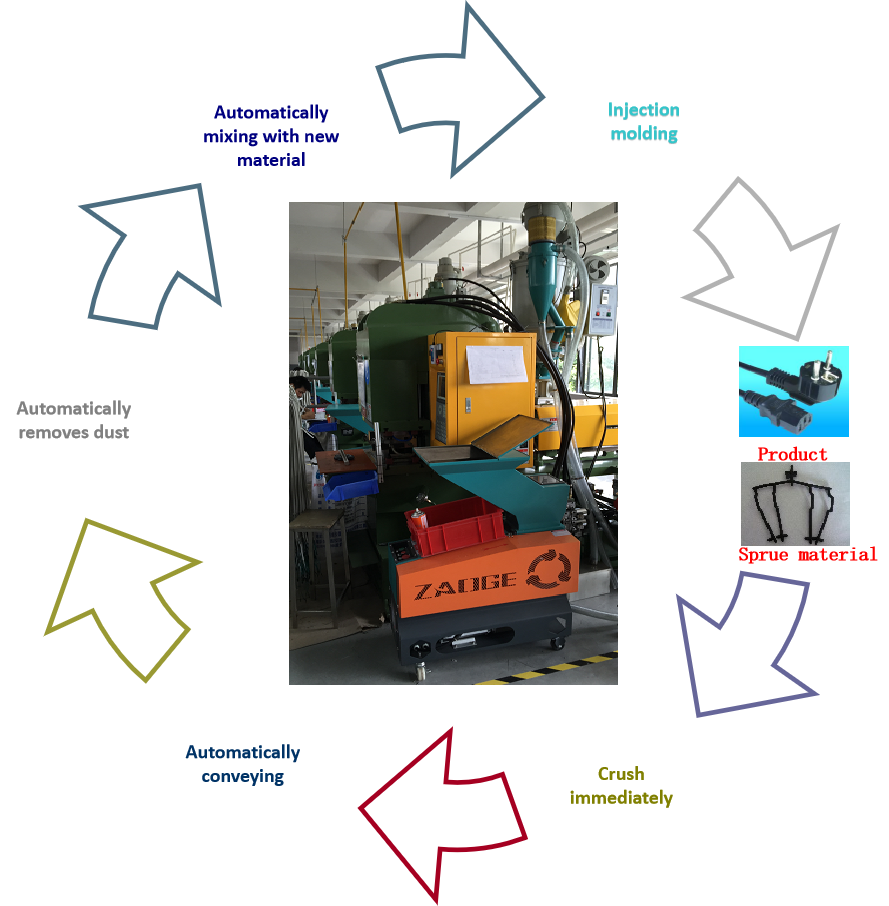
Materiał wlewu z tworzywa sztucznego jest natychmiast kruszony i poddawany recyklingowi w ciągu 30 sekund, dzięki czemu nie ulega zanieczyszczeniu w wyniku utleniania i zawilgocenia (absorpcji pary wodnej z powietrza), co mogłoby spowodować pogorszenie właściwości fizycznych tworzywa – wytrzymałości, naprężeń, koloru i połysku – co z kolei poprawia jakość formowanego produktu. Jakość – to główna wartość tego produktu.Sprzęt do natychmiastowego recyklingu„Może to również zmniejszyć ilość odpadów i strat plastiku, pracy, zarządzania, magazynowania i zakupów materiałów. Obniżyć koszty i poprawić jakość, aby zapewnić zrównoważone funkcjonowanie firmy.
Kruszarka do plastiku ZAOGEdla przemysłu formowania wtryskowego i wytłaczania tworzyw sztucznych, formowania rozdmuchowego, termoformowania.
Czas publikacji: 05-05-2024







